Różne druty uzwojenia cewki, drut podwójny, drut wielożyłowy, specjalna indukcyjność plackowa, równoległy drut emaliowany, różne specyfikacje dostosowane


Opis produktu
1. Funkcje:Indywidualne specyfikacje i odmiany warstw izolacyjnych, a warstwa wierzchnia może być pokryta warstwą samoprzylepną.
2. Zakres specyfikacji:pojedyncza linia o tej samej specyfikacji, ale różnych kolorach, różnych specyfikacjach i różnych odmianach (zakres specyfikacji pojedynczej linii: 0,03 mm-0,500 mm).
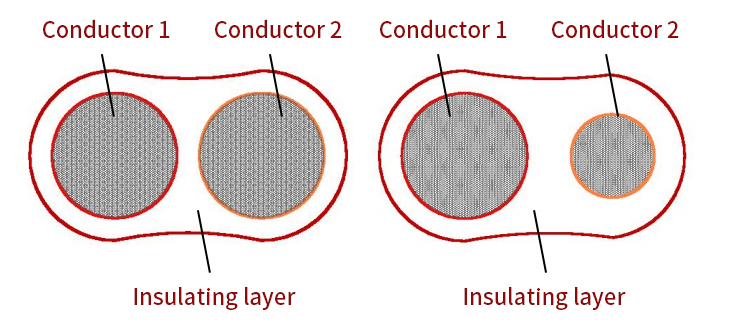
3. Zastosowanie produktu:Stosowany jest głównie w produktach o dużym zapotrzebowaniu na równoległe uzwojenie, takich jak specjalne cewki indukcyjne, transformatory RF itp.;Można go nawinąć na dwie/trzy/pięć cewek o różnych kolorach i całkowicie stałej rezystancji/indukcyjności oraz innych parametrach lub na dwie/trzy/pięć cewek o różnych specyfikacjach, ale o identycznej długości drutu.
4. Schemat ideowy wygląda następująco:

Przebieg procesu drutu emaliowanego
1. Spłacanie:W normalnie działającej emaliowanej maszynie większość energii i siły fizycznej operatora jest zużywana w części spłacającej.Wymiana szpuli zwijającej wiąże się z dużym nakładem pracy operatora.Problemy z jakością i awarie operacyjne są łatwe do wystąpienia na połączeniach liniowych.Skuteczną metodą jest spłata w dużej pojemności.Kluczem do spłacenia jest kontrolowanie napięcia.Gdy napięcie jest duże, nie tylko powoduje pocienienie przewodnika, powoduje utratę jasności powierzchni przewodnika, ale także wpływa na wiele właściwości emaliowanego drutu.
2. Rozciąganie:Celem rozciągania jest rozgrzanie przewodnika utwardzonego w wyniku zmiany sieci podczas procesu rozciągania formy do określonej temperatury, tak aby po przegrupowaniu sieci molekularnej można było przywrócić wymaganą w procesie elastyczność.Jednocześnie można usunąć resztki smaru i plamy oleju na powierzchni przewodu podczas procesu rozciągania, dzięki czemu można łatwo pomalować przewód i zagwarantować jakość emaliowanego drutu.
3, Malowanie:malowanie to proces nakładania emaliowanej farby drucianej na metalowy przewodnik w celu utworzenia jednolitej warstwy farby o określonej grubości.
4. Pieczenie:Podobnie jak malowanie, pieczenie jest procesem cyklicznym.Najpierw odparowuje się rozpuszczalnik zawarty w roztworze farby, następnie utwardza się go, tworząc warstwę, a następnie farbę wypala się.W procesie wypieku powstają zanieczyszczenia, dlatego piec należy natychmiast rozładować.Ogólnie rzecz biorąc, należy stosować piec z obiegiem gorącego powietrza do spalania katalitycznego.Jednocześnie ilość odprowadzanych ścieków nie może być ani za duża, ani za mała.Ponieważ w procesie odprowadzania odpadów odprowadzona zostanie duża ilość ciepła, odprowadzanie odpadów powinno nie tylko zapewnić bezpieczną produkcję i jakość produktu, ale także nie prowadzić do dużych strat ciepła.
5, Chłodzenie:Emaliowany drut wychodzący z pieca ma wysoką temperaturę, miękką warstwę farby i niską wytrzymałość.Jeśli nie zostanie schłodzony na czas, warstwa farby przechodząca przez koło prowadzące zostanie uszkodzona, co wpłynie na jakość emaliowanego drutu.
6, Smarowanie:smarowanie drutu emaliowanego ma duży związek ze szczelnością naciągu.Smar stosowany do emaliowanego drutu powinien zapewniać śliskość powierzchni emaliowanego drutu, bez szkody dla drutu, bez wpływu na wytrzymałość szpuli odbiorczej i bez wpływu na użytkowanie przez użytkownika.Idealna ilość oleju powinna sprawić, że emaliowany drut będzie śliski, ale na dłoni nie będzie widać wyraźnego oleju.Z ilościowego punktu widzenia 1 g oleju smarowego można pokryć powierzchnię drutu emaliowanego o grubości 1 ㎡.
7. Odbieranie drutu:Celem nawijania drutu jest ciągłe, szczelne i równomierne nawinięcie emaliowanego drutu na szpulę.Wymagane jest, aby mechanizm odbierający był napędzany stabilnie, przy niskim poziomie hałasu, odpowiednim napięciu i regularnym ułożeniu drutów.
Czy po szczegółowym poznaniu procesu produkcji drutu emaliowanego myślisz, że nie jest łatwo wyprodukować drut emaliowany spełniający wymagania normy, ponieważ każdy etap procesu, taki jak pieczenie lub malowanie, będzie miał wpływ na jakość drutu emaliowanego i jest to na które wpływają również surowce, jakość, środowisko, sprzęt produkcyjny i inne czynniki, więc jakość produktu będzie inna.Chociaż cechy jakościowe i marki różnych drutów emaliowanych są różne, zasadniczo mają one cztery właściwości, a mianowicie właściwości mechaniczne, właściwości chemiczne, właściwości elektryczne i właściwości termiczne.




